
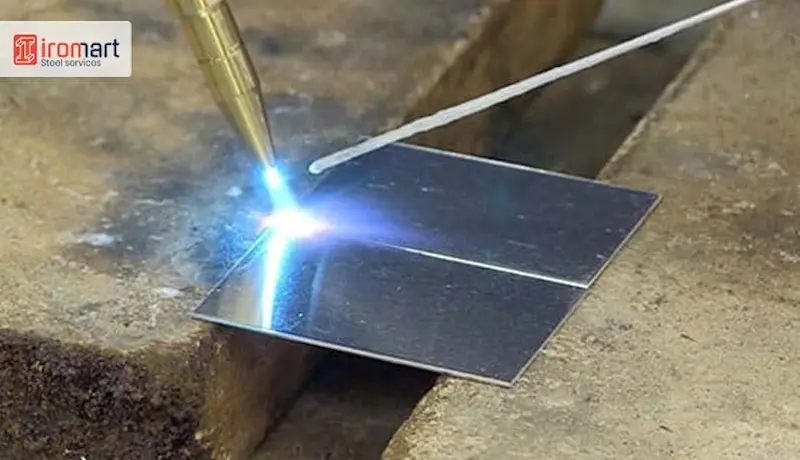
جوشکاری ورق نازک در صنایع بسیار متنوعی انجام میشود و اهمیت زیادی هم دارد. اگر کیفیت این فرایند مطلوب نباشد، امکان بروز مشکلات زیادی در مسیر فرایند صنایع مختلف به وجود میآید. روشهای جوشکاری ورقهای فلزی بسیار متنوع و متفاوت است. در این مقاله میخواهیم از تکنیکهای رایج این کار استفاده کنیم.
1- جوشکاری با روش MIG
تکنیک جوشکاری MIG که به روش قوس کوتاه هم معروف است از راه تماس میان دو الکترود و حوضچه جوش با سرعتی معادل ۲۰ تا ۲۰۰ بار در ثانیه از الکترود به قطعه کار انجام میشود. این روش مزایای فراوانی دارد.
یکی از این مزایا، قابلیت اصلاحپذیری آن است. یعنی شما میتوانید به کمک آن، خطاهای احتمالی به وجود آمده در طول فرایند جوشکاری را در گامهای بعدی را رفع کنید. در این روش باید از کمترین قطر سیم استفاده شود چون چنین سیمهایی برای ذوبشدن به گرمای زیادی نیاز ندارند و امکان کنترل مهره جوش با وجود آنها برقرار است.
در جوشکاری MIG، بهتر است که از گاز محافظ مبتنی بر آرگون استفاده کنید. علت آن است که پاشش کمتری در جریان بهکارگیری چنین گازی پیش میآید و در ضمن آرگون گرمای کمتری نسبت به دیاکسید کربن دارد. این روش به زمان کمتری نسبت به موارد دیگر نیازمند است.
با وجود روش MIG، امکان جوشکاری انواع فلزات وجود دارد. جوشکاری ورق نازک هم با این روند مقدور است. جوشکاری با این روش، فرایند سختی ندارد و نسبت به روش TIG که در ادامه به آن میپردازیم، آسانتر است. در کارگاههای شخصی و پروژههای کوچک هم برای جوشکاری ورق نازک از همین روش استفاده میکنند.
جوشکاری MIG، مزایای فراوانی دارد. از جمله فواید آن باید به ایجاد دود کم، سرعت بالا، نیاز به مهارت اندک برای پیشبرد کار، امکان جوشکاری طولانیمدت با عوضکردن سیم جوش و کاهش هزینههای تولید اشاره کنیم.
البته این روش هم مانند هر مورد دیگری، معایبی هم دارد. برای مثال، در طول عملیات همواره به استفاده از کپسول گاز نیاز است. در فضاهای باز به دلیل شرایط محیطی از جمله وزش باد، کیفیت جوشکاری ورق نازک و موارد دیگر کمی افت میکند.
همانطور که گفته شد، با این روش هزینههای تولید کمتر میشود. برای مثال، با در نظرگرفتن قیمت لوله آب فلزی 1/2 یا موارد مشابه در انواع پروژههای صنعتی و ساختوساز و استفاده از چنین روشی، امکان در دستگرفتن مدیریت امور مالی بهخوبی مقدور میشود.
۲. جوشکاری با روش TIG
جوشکاری ورق های نازک با تکنیک TIG هم پیش میرود. در این تکنیک، گاز محافظ و بیاثری مانند آرگون یا هلیوم به کار میرود. در فرایند جوشکاری، از این گازها برای جوشدادن قطعات استفاده میشود. تیگ پالسی هم یکی از روشهای جوشکاری است که در آن، جوش طول قوس کمی دارد و فاصله الکترود و فلز در آن بسیار کم است.
از این روش هم در جوشکاری ورقهای نازک استفاده میشود و هم فلزات سخت و غیرسخت در سطوح ضخامتی مختلف دیگر. در جوشکاری با تیگ، قوس و حوضچه مذاب کاملا واضح است و از آنها در مقابل اتمسفر محافظت میشود تا جوشکاری به حالت ایدئالی پیش برود. این روند در سالهای پیش انجام میشد و در حال حاضر با وجود الکترودهای روپوشدار دیگر چنین موضوعی مهم نیست و به آن پرداخته نمیشود.
برای اینکه جوشکاری تیگ در فرایندی اصولی پیش برود به ابزارهایی از جمله سیلند گاز محافظ، شلنگ و بستهای گاز درکنار الکترود تنگستن و سیم جوش نیاز است. اگر تکنیک جوشکاری درست انجام نشود، احتمال حبس تنگستن در فلز جوش قوت میگیرد.
این مشکل و اختلال میتواند در اثر موضوعات مختلفی پیش بیاید. برای نمونه، تماس نوک الکترود تنگستن با حوضچه مذاب یا عبور شدت جریان زیاد از الکترود تنگستن از جمله دلایل بروز خلل در این فرایند است.
۳. جوشکاری ورق نازک با روش جوش پراکنده
جوش پراکنده یا اسکیپولدینگ (skip-welding) هم یکی دیگر از روشهای جوشکاری ورق نازک است. با وجود آن میتوانید با گرمای توزیعشده برابر، اعوجاج و تابخوردگی در ورق ایجاد کنید.
گرما در روش جوش پراکنده، بهطور متوازن پخش میشود. جوشکاری به روش پرشی در این زمینه موردتوجه قرار میگیرد. این روش هم شامل تولید مجموعهای از جوشهای متناوب است که حالت بخیه دارند و روی ورق بهوجود میآیند.
در روش جوش پراکنده، تلاش بر این است که تاببرداشتن ورق فلزی به حداقل برسد و از همین روی، گرما تا حد امکان به طور مساوی پخش میشود. برای تحقق چنین هدفی از روش جوشکاری پرشی استفاده میکنند. جوشکاری پرشی شامل به وجودآوردن مجموعهای از جوشهای متناوب یا بخیهمانندی است که روی ورقها شکل میگیرد.
در جوشکاری پرشی، ظاهر نامنظم و تابدار ورق کم و کمتر میشود. برای این کار هم اتصالات متناوب کوکمانندی ایجاد میکنند. مفصل به قطعات مساوی تقسیم و انرژی فقط به بخشهای متناوب هدایت میشود.
با تکنیک پرش، انرژی معطوف به هر بخش کمتر خواهد بود و خطر خرابی مفصل هم کاهش پیدا میکند. خروجی چنین روندی مطلوب است و در نهایت، اتصالی در دست خواهد بود که ظاهری منظم دارد و دوامش هم زیاد است.
۴. تکنیک BACKING BARS
در این روش از فلزی دیگر به عنوان رسانای حرارت استفاده میشود. این کار بهجای قراردادن ورق در هوای آزاد انجام میشود و محل جوش را در تماس و ارتباط با میلهای خنک نگه میدارند. باید بدانید که یک ورقه یا میله فلزی از جنس مس یا آلومینیوم در نقش فلز خنککننده بهکار میروند و در این صورت، گرما به بهترین شکل منتقل میشود.
۵. تکنیک چفتسازی
روش جوشکاری ورق نازک چفت سازی یا فیت آپ (fit-up)، تکنیک دیگری است که مورد استفاده قرار میگیرد. جوشکاری ورقهای فلزی به اتصال مستحکم نیاز دارد. قطعات باید به خوبی و به طور کامل در کنار هم قرار بگیرند تا گرما جذب شود و اتصال شکل بگیرد. از چفتبودن ورقها که اطمینان حاصل کنید، جوشکاری بهتر صورت میگیرد و نیاز به تکرار هیچ بخش از عملیات وجود نخواهد داشت.
نکات مهم درباره جوشکاری ورق نازک
با توجه به افزایش هزینه محصولات و مقاطع فولادی مختلف و برای مثال، بعد از آگاهی از قیمت ورق استیل 304 نگیر یا موارد مشابه به اهمیت دقت در انتخاب روش جوشکاری ورقها و پیشبرد عملیات در مسیری درست و بهینه بیشتر پی میبرید. در جوشکاری باید به موارد و نکاتی از جمله گزینههای زیر دقت کافی داشته باشید:
استفاده از الکترودهایی برای انجام جوشکاری ورقهای نازک مناسب است که حدود ۵.۴ سانتیمتر هستند. در صورت انتخاب چنین مواردی، شروع کار در حرارتهای پایین سادهتر خواهد بود.
در فرایند جوشکاری هم باید از سیمهای نازکتر از ماده پایه استفاده شود.
برای اینکه قوس بهتر ثابت نگه داشته شود هم از الکترود نوکتیز بهره ببرید. چنین انتخابی به کجنشدن آن کمک شایانی میکند و کار را بهینهتر پیش میبرد.

در آخر
جوشکاری ورق نازک آهنی بخشی از فعالیتهایی است که در طول ساختوساز و در صنایع مختلف استفاده میشود. برای اینکه این فرایند هم در کنار عملیات دیگر به خوبی پیش برود، نیاز به استفاده از مصالح و محصولات فولادی مناسب وجود دارد.
برای خرید ورق استیل و محصولات مشابه، لازم است که به منبع و مرجعی مانند شرکت آیرومارت (پیشرو صنعت نفت آسیا) دسترسی داشته باشید. این شرکت مرجعی مناسب برای ارزیابی قیمتها است و با مراجعه به آن میتوانید از نرخ محصولات فولادی و فلزی بازار به طور دقیق باخبر شوید. راههای ارتباطی با آیرومارت به شرح زیر است:
با شماره تلفن 02145306 تماس بگیرید.
به وبسایت iromart.com مراجعه کنید.